







泰格激光加工(圖)-現場激光熔覆找哪家-東莞現場激光熔覆
廣州泰格激光技術有限公司
經營模式:生產加工
地址:廣州市黃埔區創業路16號中航C座二層
主營:激光淬火加工,激光熔覆加工,激光淬火設備,激光熔覆設備
業務熱線:020-82369849
QQ:2725080801
產品詳情 聯系方式
產品品牌:泰格激光技術
供貨總量:不限
價格說明:議定
包裝說明:不限
物流說明:貨運及物流
交貨說明:按訂單
有效期至:長期有效
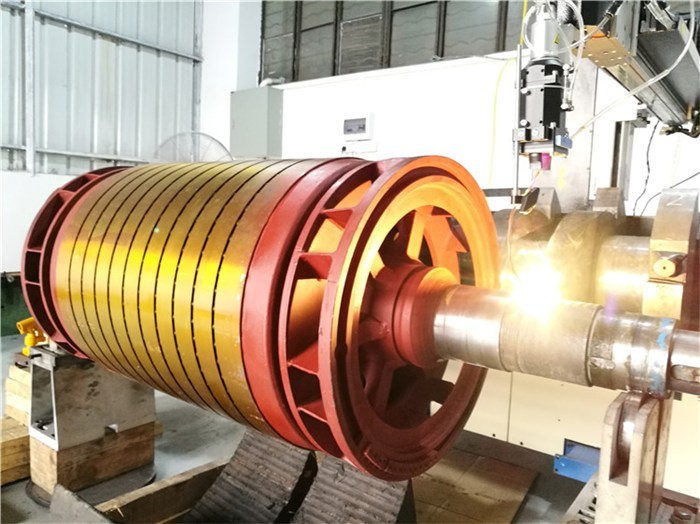
泰格激光熔覆加工——現場激光熔覆
多技術復合的研究
為了提升激光熔覆成形質量,熔覆前預熱、后熱處理以及多種加工技術耦合獲得了較為廣泛的研究與應用。激光熔覆后熱處理可以有效地降低涂層的殘余應力,同時改善涂層的力學性能。激光重熔采用激光為熱源,使金屬材料表面快速熔化,隨后自行快冷從而在基體組織上獲得重格層及淬火層雙層硬化組織,再次熔化的液相有助于成分均勻化滲透和擴散。如李俊鵬研究了鋁活塞合金激光重熔后重熔區結構分布,發現激光重熔很像是熔化焊、組織比較接近于連續鑄造,枝晶骨架生長受限,晶粒尺寸減小到原來的1/10左右,從基體到頂端樹枝晶逐漸變為等軸晶,指出形核率、溫度梯度、凝固時間對晶粒的大小和晶粒生長的方向起到了決定性的作用。 現場激光熔覆

泰格激光熔覆加工——現場激光熔覆
熱導率高的材料因其導熱快、加工表面很難熔融,致使加工表面很難與熔覆粉末形成緊密結合的冶金涂層,目前國內一些研究機構對高反射率高熱導率的典型材料——銅基體進行了激光熔覆工藝的研究。銅基體對激光的吸收率很低,但與CO2激光熔覆工藝相比較,光纖激光(波長為1060~1090nm)熔覆時,基材對激光的吸收率更高,激光的利用率也更高,從而使熔覆表面更易與熔覆粉末形成冶金結合。 現場激光熔覆

泰格激光熔覆加工——現場激光熔覆
激光熔覆的工藝參數主要有激光功率、光斑直徑、熔覆速度、離焦量、送粉速度、掃描速度、預熱溫度等。這些參數對熔覆層的稀釋率、裂紋、表面粗糙度以及熔覆零件的致密性等有很大影響。各參數之間也相互影響,是一個非常復雜的過程,須采用合理的控制方法將這些參數控制在激光熔覆工藝允許的范圍內。 現場激光熔覆
如果熔覆的材料,包括粉末和母材,為高反射材料,則光纖激光器、二極管激光器由于其自身設計的特點,就顯得不太適合了,而激光器則比較適合焊接(包括熔覆)、切割反射率比較高的材料。 現場激光熔覆


張先生先生
手機:18925080801


